



——塑料這類材料的可壓縮特性是指,輸入設備控制系統的壓力與熔體在模具填充末端實際承受的壓力存在顯著差異。這種差異對工藝穩定性
和零件質量意味著什么?
(作者:翁貝托·卡蒂尼亞尼)
我們可以通過聚焦塑料在流經注塑設備進入模具過程中的"經歷"來簡化注塑成型工藝。這種視角可稱為"基于塑料視角的注塑成型"或科學注塑
法。當考慮調整工藝、模具、材料和/或零件設計時,思考塑料將如何反應或響應會很有幫助。
注塑設備雖可調節眾多參數,但需認識到這些調整將影響一個或多個塑料物理狀態,其中四大核心塑料狀態包括:
~塑料溫度
~塑料流速
~塑料壓力
~塑料冷卻速率與時間
由于塑料具有可壓縮性,我們會觀察到壓力在流道系統內、跨越澆口以及沿型腔方向的損耗、梯度和差異。諸如壓力損耗、梯度與差異等術語,
實質上均指向塑料不同程度受壓縮的物理現象。
為何會如此?塑料之所以成為可壓縮介質,源于聚合物分子間的間隙,其體積變化取決于所受溫度與壓力。
理解壓力損耗的日常實例可參考壓縮空氣的使用。若分別測量空壓機出口與軟管末端的氣壓,會觀察到壓力下降。例如空壓機產生80 psi壓力,
但在百米軟管末端測得氣壓僅為75 psi。由于空氣可被壓縮,我們看到了百米軟管間5 psi的壓力損耗。為簡化討論,我們將忽略實際存在的摩
擦損耗影響。
讓我們回歸塑料本身,重點關注注塑過程保壓階段型腔內部的壓力監測。
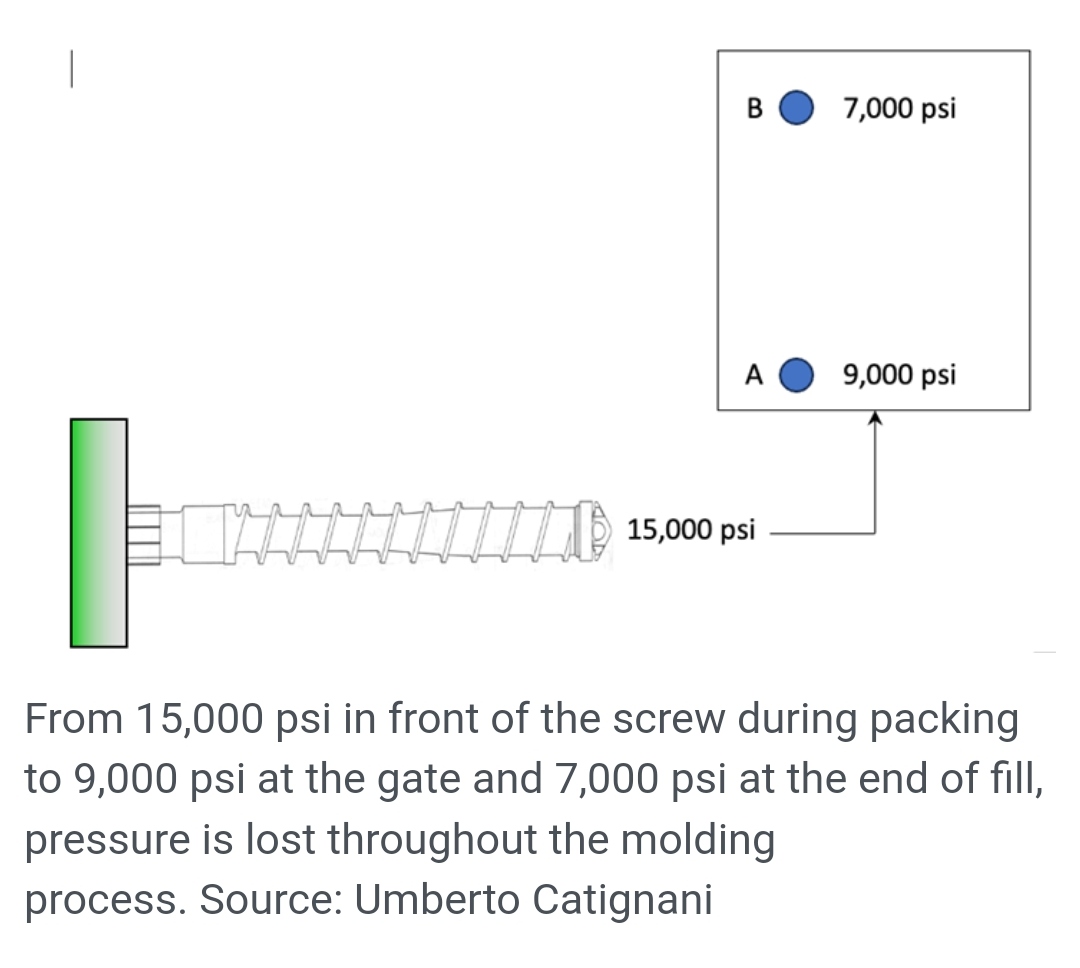
圖1中,型腔壓力傳感器分別位于A點(澆口后方)與B點(模腔填充末端)。假設程序設定螺桿前端保壓壓力為15,000 psi。在此理論案例中,
從螺桿前端到A點傳感器存在6,000 psi壓力損耗,而A點至B點傳感器間又產生2,000 psi損耗。理解該現象可類比保壓階段按壓海綿:施壓會導
致海綿壓縮,同時沿海綿遠處方向傳遞的壓力逐級遞減。
這種壓力損耗將使澆口后A點處的塑料壓縮程度高于填充末端B點,進而導致A點區域塑料填充更致密,B點填充相對疏松。隨之而來的是A點塑
料收縮率較小,B點收縮率較大,最終造成A點零件尺寸較大,而B點尺寸(如零件寬度)較小。
配圖展示了存在嚴重收縮痕缺陷的塑料零件實例。這些收縮痕變化正是沿型腔方向壓力損耗所致——越靠近澆口區域壓力越大,整體收縮越小。
今后在進行工藝參數調整、或修改模具、材料及零件設計時,應充分考慮這一現象。
關于作者:翁貝托·卡蒂尼亞尼是Orbital Plastics咨詢公司總裁,該公司在科學注塑、培訓、材料選擇、零件設計評審、模內檢測、項目管理和
設備選型等領域擁有超過百年的綜合經驗。卡蒂尼亞尼曾擔任美國塑料工程師協會南部地區主席,具備28年以上注塑實操經驗,為行業培訓認
證了數百名塑料專業人才,并常以專家證人身份參與案件審理。其職業履歷涵蓋IBM、通用汽車、德爾福汽車和赫斯基注塑系統等知名企業。
卡蒂尼亞尼擁有阿克倫大學高分子工程碩士學位及辛辛那提大學材料工程學士學位。聯系方式:404-849-6714;umberto@orbitalplastics.com。
 |  |





廣州大雄化工有限公司